
碳(tàn)纖(xiān)維製品在生(shēng)產完(wán)之後,因為實際應用需要難免需要(yào)二次加工(gōng)才能使用,鑽孔便是最常見的加工需求,目前碳纖維複合材料手工鑽孔的特性,常用的解決方法有:
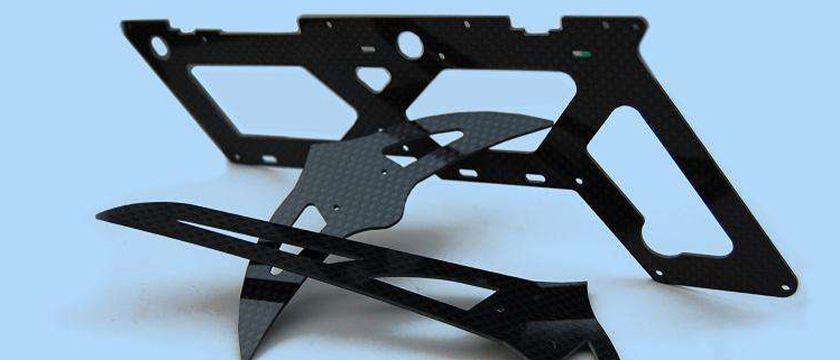
(圖示:碳纖維部件)
1、刀具材料、鑽頭幾何參數的選擇,通常是使用硬質合金鑽頭(tóu)和金剛石塗層硬質合金鑽頭,以提高鑽頭壽命,保持鑽頭鋒利度(dù),降低鑽孔時軸(zhóu)向力。
2、鑽頭鑽速、進給速度的選擇,應選擇鑽速較高、穩定性較好的工具,較小的進給速度,降低鑽孔時軸向(xiàng)力。
3、采(cǎi)用構件加強支撐工藝方(fāng)法(fǎ),可改善鑽出條件(jiàn),增加鑽孔過(guò)程(chéng)中的穩定性。
但是在加工中(zhōng)經常會遇到由於製件的特殊(shū)結構,比如加工部位狹小、異形,大型零件、孔加工數量(liàng)大,使得孔出口不易或無法采用構件加(jiā)強(qiáng)支律方法,就需要另外采取(qǔ)改進措施,控製手工鑽孔接(jiē)近(jìn)鑽出(chū)時的進給量,提高(gāo)穩定(dìng)性。
針對碳纖維複合材料零件手工鑽孔接近(jìn)鑽出(chū)時進給量不易(yì)控製的問題,蘇(sū)州www.91複材認為可以利用彈性材料的彈性反力來(lái)減少鑽出時的進給力,經過反複試驗,對手工鑽孔加工進行(háng)工藝改(gǎi)進,通過采用在鑽頭上固定定位套和矽橡膠墊相結合的方法,控製手動加工時鑽頭伸出長度和接近(jìn)鑽通時減少進給量,改善碳纖(xiān)維複合材料手工鑽孔加工質量,避(bì)免在鑽通時鑽頭的衝擊性(xìng)鑽(zuàn)透現象,提高了(le)手工鑽(zuàn)孔時(shí)的安全(quán)性。
1、彈性墊(diàn)材料的選擇
要求彈性墊材料有較好的(de)撕裂強度、耐磨性,硬度、彈性適中。經過試驗比較,選用矽(guī)橡膠材料(liào)比較合適。矽橡膠混煉膠是特殊(shū)的有機矽(guī)生膠和高純度的二氧化矽為(wéi)主要成分的混煉膠,其物理和化學特(tè)性優於多種有(yǒu)機彈性體,具有在廣泛(fàn)的溫度(dù)範圍內保持穩定、低壓縮永(yǒng) 久變形性,較高的使用壽命,是製造密封、減振應用的理想材料(liào)。
2、彈性墊厚度的(de)確定
彈(dàn)性墊(diàn)厚度決定了(le)彈(dàn)性墊的壓縮量的大小,受壓彈性量決定了手(shǒu)動鑽孔時減少手動進(jìn)給力的(de)大小(xiǎo)。
彈性墊材料的厚度選擇取決於手工(gōng)鑽孔加(jiā)工碳纖維材料複合材料(liào)時軸向力、加工孔徑和彈(dàn)性墊直(zhí)徑的大小。碳纖維複合材料鑽孔加工較適合的軸向力需要控製在30-50N的範圍,孔分層、撕裂等缺陷較少。
加工不同直徑孔選擇矽橡(xiàng)膠墊的厚度不一(yī)樣,孔徑越大,則軸向力、鑽尖高度越大(dà),彈性墊的壓縮量也(yě)需要加大,要選(xuǎn)擇厚(hòu)度較(jiào)大的彈性墊。當加工(gōng)孔徑一定時,彈性墊直徑(jìng)越大,由於接觸麵積加(jiā)大,彈性墊的壓縮量(liàng)會減小(xiǎo),彈性墊的厚(hòu)度也應加(jiā)大。
針對碳纖維材料複合材(cái)料手工鑽(zuàn)孔加工質量缺陷,通過對鑽孔加工工藝方案改(gǎi)進,提高了手工鑽(zuàn)孔時(shí)的穩定性,控製進給量使軸向力在合理的(de)範圍,減少了孔加工缺陷(xiàn),且避免在鑽通時鑽頭的衝擊(jī)性鑽透現象,提高了手工鑽孔(kǒng)時的安全性。(推(tuī)薦閱讀:碳纖維複合材料(liào)設計製(zhì)造的難(nán)點(diǎn)介紹)




 微信谘詢
微信谘詢